What is sake?

Sake
Sake is Japan’s national drink.
Unlike the meaning of sake in German, in Japanese, the term refers to alcoholic drinks in general. What the rest of the world think of as sake is known in Japan as nihonshu. The fermented drink is made from rice, water and rice-koji, a yeast-like fungus, and is known under Japanese law as seishu.
In order for nihonshu to be labelled as seishu, two requirements have to be met:
firstly, nihonshu’s alcohol by volume must not exceed 22 per cent and secondly, the weight of the other ingredients must not be more than that of half of the rice used.
Nihonshu is therefore a fermented drink with about 15 per cent alcohol by volume. The origins of this, the most natural and pure drink, can be found in Shinto, the religion indigenous to Japan. What is more, there is almost an unlimited variety of flavours and possible flavour combinations.
Basic ingredients

Rice

Water

Rice-koji
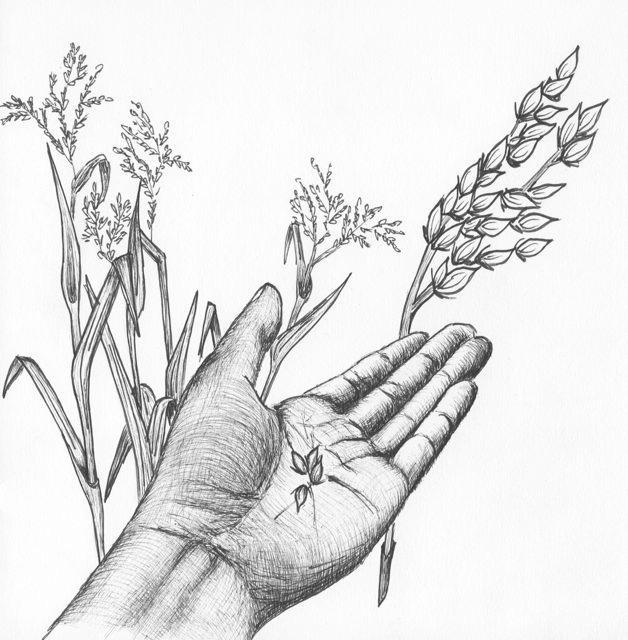
Rice
A special type of rice, which differs from traditional table rice, is used in the production of premium sake (nihonshu). The grains are larger and have less protein in their milky centres. These kinds of grains of rice aid and abet the production of koji-rice from which sake is produced later.
Different rice varieties thrive in specific climatic conditions - the soil quality also affects the properties of the rice.
The rice varieties are divided into various categories according to quality: Yamadanishiki is considered the king of the rices, followed by Gohyakumangoku, Omachi and finally Miyamanishiki and Hattannishiki.
Features of the rice varieties:
| Yamadanishiki: | fruity, vibrant, sophisticated | |
| Gohyakumangoku: | light, dry, very subtle | |
| Dewa San San: | fragrant, complex, broad variety of flavours from fruity to earthy with a present acidity | |
| Omachi: | full, mild, almost tart, excellent acidity | |
| Miyamanishiki: | balanced and mellow bouquets, enhancing acidity, versatile taste |
|
| Hattannishiki: | subtle, velvety |
Water
Brewing process
Rice

Polishing

Washing | Soaking
Steaming
Making koji
Rice-Koji
Making moto | shubo
Multiple parallel fermentation
Pressing

Storing
In the warmer months, the farmers cultivate the rice and in the colder months, the master brewers produce sake (nihonshu). Nihonshu is produced in a brewing process that, on a technical level, is the only one of its kind in the world.
Seimai (polishing)
The grains of rice are polished to get to the starches in their centres. First of all, the outer bran layer is removed, as this contains unwanted materials such as fats, proteins and ash particles.
The proportion of unpolished to polished rice is expressed by seimaibuai, the rice-polishing ratio. For Japanese table rice, the rice-polishing ratio is about 90 per cent. For standard sake, the degree is lower and varies according to type. A 70 per cent rice polishing ratio means that 30 per cent of the rice grain has been polished away.
Nowadays, this process is increasingly mechanised and monitored by computers. As a result of mechanisation and the technical innovations following the Second World War, the limitations on rice polishing ratio precision had only just been set.
The rice flour that occurs during the polishing process is not disposed of as waste but can instead be further processed in bakeries, for example.
Senmai (washing)
After polishing, the rice is washed to remove the rice flour. This stage is often mechanised, except in the case of very highly polished and therefore delicate grains of rice.
Shinseki (soaking)
Once the rice has been washed, it is soaked in water. To ensure good results when the rice is subsequently steamed, it is very important that the individual grains have a certain moisture content. The moisture content depends on the rice-polishing ratio and has a significant effect on the possible flavours. The greater the rice-polishing ratio, the faster the grain absorbs the water. For this reason, the soaking process cannot exceed a certain length of time.
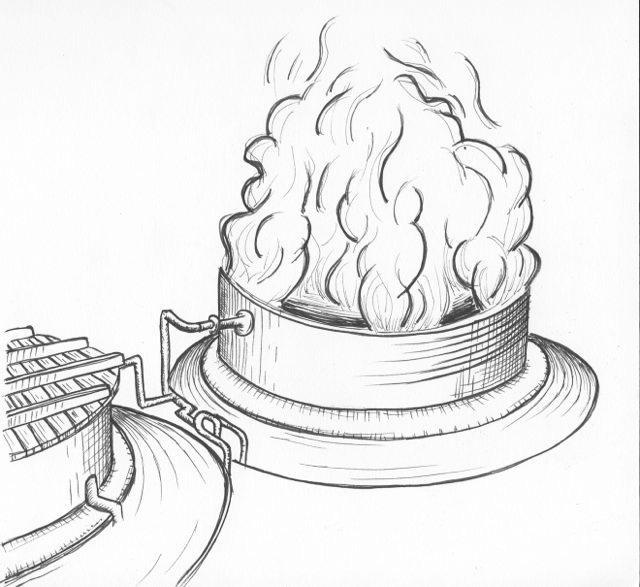
Jomai (steaming)
The day after the rice has been soaked, it is normally steamed until it has a hard surface and a soft centre. This takes up to an hour depending on the rice polishing ratio, heat etc. Steaming the rice makes the starch sticky and encourages the yeast mould to reproduce and the enzymes to break down the starch.
The temperature and pressure must be carefully monitored. Overcooked rice ferments too quickly and makes it impossible for the desired bouquets to develop. On the other hand, rice that is not steamed for long enough only ferments on the surface, leaving the centre, which contains the necessary starch, unreached. During the fermentation process, the sugar, which is required to extract the alcohol, would therefore be completely eaten up by the yeast. This in turn would prevent the formation of glucose.
It is traditional in steaming for the master brewers to use a large vat with holes in the bottom (koshiki) for steaming the rice over boiling water. From the middle of the twentieth century, rice steamers have allowed rice to be steamed in much larger quantities. To this day, both methods are still used.
Horei (cooling)
After the steaming process, the rice is at a temperature of approximately 100°C and has to be cooled down.
Before there were refrigerators, the master brewers were reliant on the outside air to cool the rice and, as a result, they could only produce sake in the coldest months. It was only in winter that the outside air was cold enough in the mornings for the rice to be able to cool fast enough in the warehouses.
Nowadays the rice can also be cooled down with the help of refrigeration systems. This enables nihonshu to be produced even outside of the winter months.
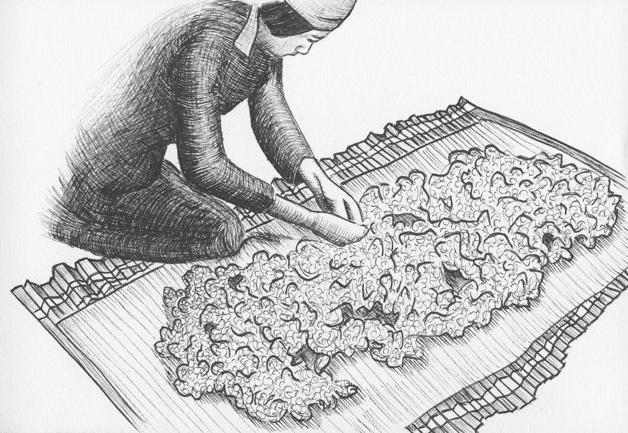
1 Making rice-koji
To produce fermented rice (rice-koji) with yeast, approximately a third of the steamed rice is inoculated with the mould Aspergillus oryzae, thereby generating different types of hydrolytic enzymes and vitamins. These enzymes break down the starch in the steamed rice and as a result, allow dextrose (glucose), which is essential for the fermentation process, to be produced. In addition, the enzymes supply the yeast with nutrients such as vitamins and amino acids, which are essential for the yeast to reproduce. The amino acids also affect the bouquet of the final product.
Making rice-koji is the first real step in the sake brewing process. The mould spores are sprinkled over the rice in a special room, which has a higher humidity and where the temperature is about 30°C. The rice-koji is kneaded and wrapped in cloths to prevent any heat or moisture loss. As a result of the fungus reproduction, which is visible to the naked eye after about 20 hours, additional heat is created. The optimal temperature for fungus reproduction is monitored with specific measuring instruments.
It normally takes between 36 and 48 hours to produce rice-koji. It is only then that the koji-rice has attained the desired balance of flavour, temperature and bouquet, that the enzyme content is correct, and that the chemical substances for further use are available. The next step is to cool the rice-koji to prevent the fungus from reproducing any further.
2 Making moto / shubo
Producing the starter culture moto (also known as shubo) is the second main stage in the sake brewing process.
At the start of fermentation, a thick yeast culture is prepared, excluding any wild, unwanted yeast and bacteria.
There are various strains of yeast (kobo) that can be used in this process, all of which lending a variety of acidities, bouquets, textures and nuances in flavour to the sake. What is more, combining particular kobo with a certain variety of rice produces different results as far as flavour and bouquet are concerned.
There are three methods for producing moto:
In the traditional kimoto method, naturally cultivated lactic acid bacteria breed the yeast mould. As this is a completely natural process - that is to say, no commercially produced lactic acid is added - this method requires a lot of time and attention. Steamed rice, rice-koji and water are mixed together and stirred during the night at set times. The following day, the mixture is reduced to a paste with the help of a stirrer. To speed up the fungal activity, the paste is decanted into a large vat and left to sit for a couple of days. This labour-intensive process is called yamaoroshi. With the build up of heat, the yeast cells reproduce until the desired concentration is reached.
The kimoto method creates a very clean starter culture with a high concentration of amino acids, which fosters a rather dry and full-bodied sake.
For more than three hundred years (sixteenth century until the beginning of the twentieth century), the kimoto method was the standard process employed for making nihonshu. However, it is seldom used today because of the extent of the work involved.
The yamahai method was introduced at the beginning of the twentieth century and is a simplified version of the kimoto method. In the yamahai method, the yamaoroshi process is omited and instead, the fungus becomes active itself. However, because this method requires a certain amount of time (approximately one month) and very careful temperature monitoring, it is seldom used nowadays.
The characteristics of flavour and bouquet are the same as those in the kimoto method: dry, complex flavours and a full body.
The sokujo method was also introduced at the beginning of the twentieth century. This method reduces the production process to about 10 to 15 days with the introduction of commercially produced lactic acid, which inhibits the formation of unwanted bacteria. Due to the time saving, the natural fermentation process is artificially sped up.
The sokujo method is currently the most commonly used. This method produces a versatile starter culture from which, as far as flavour and bouquet are concerned, every type of sake can be made.
3 The making of moromi and the fermentation process (multiple parallel fermentation)
In the third step, unrefined sake (moromi) is obtained.
First, the basic mash (moto) is placed in a small vat to multiply the yeast culture. The addition of lactic acid serves to suppress germ killing and to protect the growth of the yeast fungi. Steamed rice, rice koji, yeast and water are then added in three batches for four days, with the rice resting on the second day. Moto is used in the subsequent fermentation process to maintain a stable balance. This process is called sandan shikomi ('producing in three stages').
In sake brewing process, the starch in the rice has to be turned into sugar. With the addition of yeast, the sweet, half fermented and unrefined sake is then produced in a second stage. Because these processes occur alongside each other and simultaneously, sake is said to be made by multiple parallel fermentation.
In wine brewing process, on the other hand, dextrose (glucose) is obtained by crushing grapes, and the sugar that is extracted from the grape skin produces alcohol in a natural way. Wine is said to be produced by single fermentation.
During the approximately 21 to 25 days it takes for fermentation, the yeast becomes saturated and produces an unrefined mixture (moromi) with an alcohol concentration of about 20 per cent.
The highly developed methods and techniques that the Japanese have devised for sake production over the course of several hundred years are unique.
Pressing out, filtering
After fermentation, the remaining sediment from the moromi is pressed out - partly also filtered - to produce a clear product. The freshly pressed out sake is called shinshu (‘new sake’).
The residue, which still contains proteins and starch, can be used in marinades, soups or preserved vegetables, for example.
Pasteurizing
After pressing out and filtering, the sake is heated to 60 to 65°C or pasteurised to prevent clouding. Heating completes the enzyme reactions, better preserves the sake and prevents any lactic acid bacteria that could spoil the product.
Storing, ageing and bottling
In order for the sake to settle and for the flavour profile to become complete, it is stored for about six months up to a maximum of one year. In most sake, the alcohol content is reduced to 15 to 17 per cent before it is stored by adding water. The smell and taste of the product can also be affected by the storage time or the maturation. In general, sake is pasteurised once more before bottling.
Classification
Premium sake
Junmai vs. adding brewing alcohol
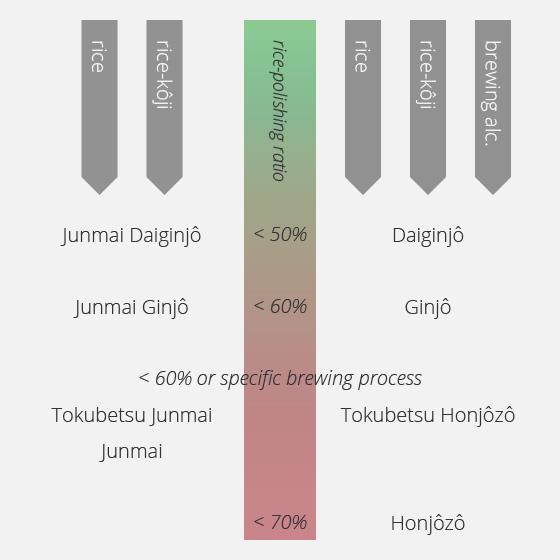
Decisive criteria for classifying sake (nihonshu) are the rice polishing rate and the addition of brewing alcohol (distilled alcohol).
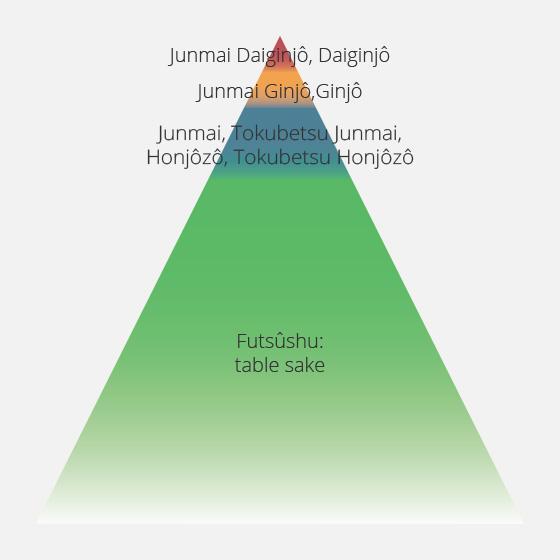
Premium sake include Honjozo, Junmai, (Junmai) Ginjo and (Junmai) Daiginjo, where no distilled alcohol is added to the Junmai grade in the production process. Along with the cheaper table sake (Futsushu), these premium sake account for approximately a quarter of the total sake production in Japan.
Daiginjo and Junmai Daiginjo are the most exclusive of the premium sake. They are produced during a long fermentation process at a low temperature, thereby creating a very fine product. The rice-polishing ratio applied to these premium products is 50 per cent or less – often 35 per cent.
The pure premium Junmai sake (Junmai, Junmai Ginjo and Junmai Daiginjo) are made without any distilled alcohol. As a result, their original, aromatic and full-bodied character is not affected.
In the premium sake Ginjo and Daiginjo, on the other hand, a very small amount of distilled alcohol is added, which further refines their taste and bouquet. However, the amount of distilled alcohol added cannot exceed 10 per cent of the rice weight.
For sake of a lesser quality (Futsushu), a large amount of distilled alcohol is added in the brewing process in order to draw more out of the product.
Varieties
Alongside the classification of sake (nihonshu), there are numerous different variations of the product:
Genshu (gen: the source) is undiluted sake. In other words, the otherwise standard process of diluting the sake with water is omitted with this type. Straight after the fermentation process, Genhsu therefore contains approximately up to 20 per cent alcohol by volume.
Genshu is often drunk with ice, as this allows the consumer to experience the originally very aromatic drink in different taste stages one after the other.
Namazake (nama: raw, fresh) stands for unpasteurised sake, which has therefore not been pasteurized before storing or bottling. Because the microorganisms are still active, a certain viscidity is created, and the taste is light, fresh and has a strong yeasty bouquet. Given that Namazake is still very delicate because of the yeast traces that are still present, it must be kept chilled and, once opened, must be drunk immediately. Because of its freshness, it is particularly popular in Japan in the summer.
With Nigorizake, the unrefined sake that occurs following fermentation is passed through a loose net and stays a white cloudy colour by virtue of the rice and yeast traces. The milky Nigorizake, just like Namazake, is viscid-like because there are also elements of yeast present. Once opened, it should also be kept chilled and drunk as quickly as possible.
Taruzake (taru: barrel) are sake that are stored in wooden barrels and therefore have a strong wooden aroma.
Koshu (old sake) are sake that have been aged for more than three years. High-quality sake of the (Junmai) Ginjô or (Junmai) Daiginjô grade are particularly suited to ageing. As a result of beeing stored in wooden barrels, they obtain a dark colour and take on a round, tangy and sweet flavour as well as a strong bouquet, which is often of sherry and nuts. It is important to have a chilled environment for maturation so that the process does not take place too quickly.
Recently, carbonated sake, often with a lower alcohol content, have also become increasingly popular. They are known as ‘sparkling wine made of rice’.
Fragrance | Flavour
Fragrance | Flavour
Acidity | Nihonshudo
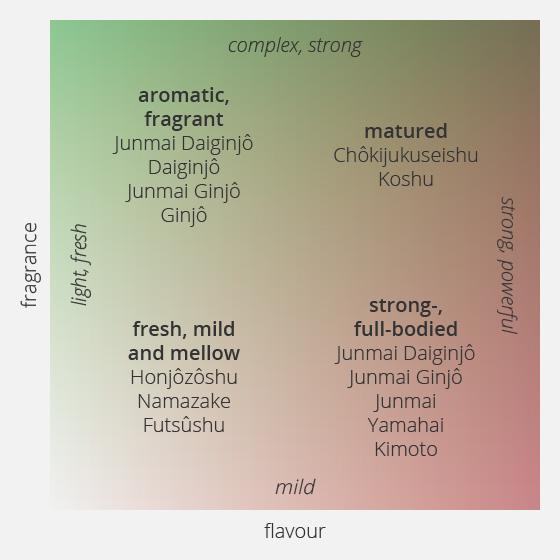
The bouquet and flavour of sake (nihonshu) are dependant on various factors, namely the variety of rice, rice polishing ratio (seimaibuai), moisture content, steaming method, type of koji, type of starter culture (moto/shubo), length of the fermentation process etc. As a result of the complex interaction between these elements, every sake has a different character.
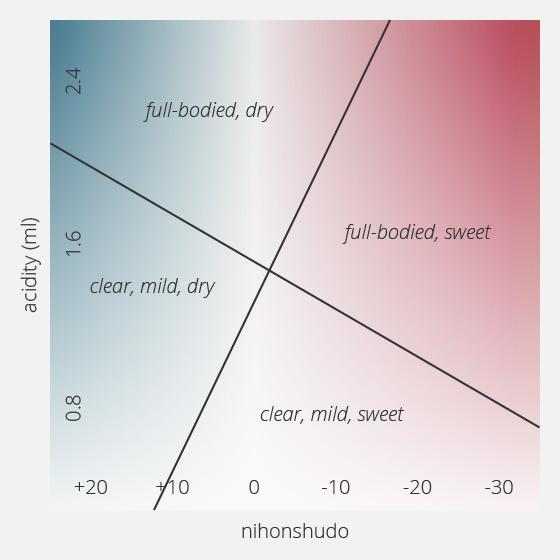
There is also the interaction between nihonshudo (a measure how sweet and dry the alcohol is), the level of acidity and the amino acid content, which all significantly affect the taste.
The nihonshudo is a conclusive and reliable unit of measure. The lower the sugar content, the drier the taste of the final product. In this example, the positive value of the nihonshudo would increase.
Conversely, if there is a higher sugar content, the final product will be sweeter and the value of the nihonshudo will rise on the negative side.
However, there is a lot more to assessing the degree of sweetness and dryness than the information given by these values.
Together with the sugar content, the level of acidity also plays an important part in how and whether the sweetness of a sake is detected. A higher acid content leads to a drier final product and a lower acidity to a sweeter flavour.
The type of yeast, the brewing method and the variety of rice have an effect on the acidity content. With a sweeter sake, the acidity is not as noticeable as with a dry sake with the same acid content. Even the water mineral content and the alcohol content change the perception of acidity.
However, the acidity value alone is also not enough to be able to conclusively asses the flavour.
The amino acid content provides information on the body of the drink and influences the flavour. It is also responsible for a specific flavour sensation called umami. Umami is another flavour alongside the traditional ones of sweet, sour, salty and bitter. Although it is difficult to describe, the taster notices it immediately. Umami intensifies certain flavours, and dominates and corrects negative taste sensations. This is why umami can normally be described as “delicious” and “perfectly rounded”. While a lower amino acid value represents thin and mild sake, a higher value refers to a heavier sake.
Amino acids form in the brewing process as a result of the heat created during steaming and as a result of the break-up of the proteins by the yeast mould.
However, sweet or dry taste sensations depend not only on nihonshudo, level of acidity and amino acid content but also on what the drink is accompanied by.
How to enjoy
Drinking experience
How and when is sake (nihonshu) drunk?
Sake can essentially be enjoyed with any dish. Because of the variety of bouquets and flavours, there are no general rules.
A lightly chilled Junmai Daiginjo can be enjoyed as an aperitif as well as with a meal. Moreover, it is an excellent dessert wine.
Full-bodied sake are a great accompaniment to meat dishes. The flavour of umami enhances the pleasant taste of the dishes.
Drinking temperature
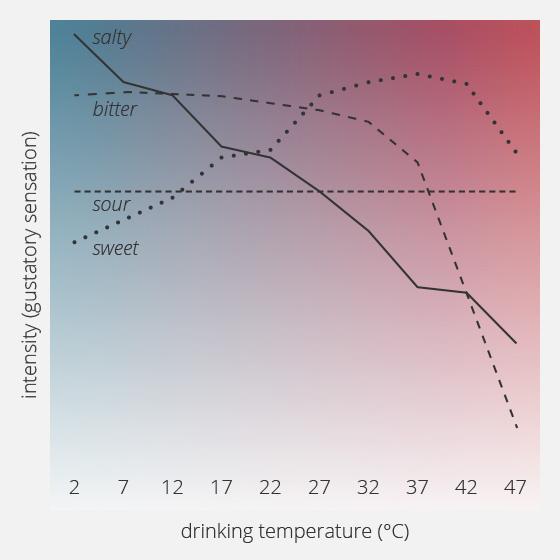
Depending on the drinking temperature, the same sake can develop different bouquets and flavours. This is further proof that sake is a unique alcoholic drink.
Season also plays an important part. While exclusive, lightly chilled, premium sake such as (Junmai) Ginjo and (Junmai) Daiginjo or a Genshu is refreshing with ice in summer, a full-bodied Junmai heated to approximately 40 to 50°C warms both the mind and the soul in winter.
Even though a sake drunk chilled is considered to be fresh and clear, care should still always be taken to ensure that the drops are not too cold. This would prevent the scent from reaching a desirable strength, and the bitter constituents would be reinforced. The lower limit is approximately 5°C.
A heated sake feels gentle on the tongue. Warming the sake brings out the unami flavour and in doing so, generates a pleasant balance of flavour. When warming, it is important that the sake is heated up slowly and gently. The absolute upper limit is 55°C.
In general, the appropriate drinking temperature depends on the type of sake. However, every sake should be tasted at different drinking temperatures so that everyone can find out their own individual preference.
Sensitivity of the sense of taste
| Drinking temp. | Description | Characteristics of the sensation | |
| over 50°C | tobikirikan | Aroma intensifies/perception of karakuchi (dry) | |
| 50°C | atsukan | sharp aroma/karakuchi (dry) | |
| 45°C | jokan | Intensification of aroma and taste | |
| 40°C | nurukan | very strong perception of aroma/full flavour | |
| 35°C | hitohadakan | strong perception of rice and koji flavour | |
| 30°C | hinatakan | gentle flavour and aroma |